用钢材弯曲成某夹具的产品中,其间隙的上、下规范限分别为(单位:cm): USL =0.9,LSL = 0. 5,生产过程中间隙大小X服从与规范中心重合的正态分布,标准差σ=0. 075。在上述状态下技术管理能力( )。A.过高 B.很好 C.勉强 D.很差
用钢材弯曲成某夹具的产品中,其间隙的上、下规范限分别为(单位:cm): USL =0.9,LSL = 0. 5,生产过程中间隙大小X服从与规范中心重合的正态分布,标准差σ=0. 075。
在上述状态下技术管理能力( )。
A.过高 B.很好 C.勉强 D.很差
在上述状态下技术管理能力( )。
A.过高 B.很好 C.勉强 D.很差
参考解析
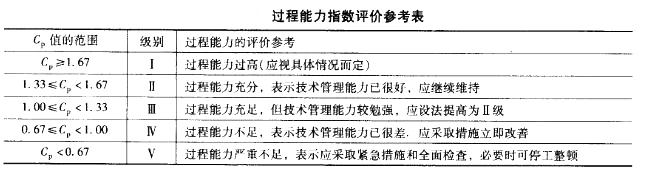
解析:过程能力指数Cp值的评价参考如表所示。由于该过程存在偏移,过程能力指数为0.89,属于IV级。
相关考题:
用钢材弯曲成某夹具的产品中,其间隙的上、下规范限分别为(单位:cm):USL=0.9, LSL=0.5,生产过程中间隙大小x服从与规范中心重合的正态分布,标准差σ=0.075。该生产过程的能力指数Cp为( )。A.0.89B.0.98C.1.25D.1.67
某元件的质量特性X服从正态分布,即X~N(μ,σ2)USL与LSL为它的上下规范限,不合格品率P=PL+PU,其中( )。A.PL=φ[(LSL—μ)/σ]B.PL=1-φ[(LSL—μ)/σ]C.JPu=φ[(USL—μ)/σ]D.Pu=1-φ[(USL-μ)/σ]
从某批电阻中抽出5个样品,测得电阻值分别为8.1Ω,7.9Ω,8.0Ω,8.1Ω,8.2Ω,若电阻的规格限为LSL=7.79,USL=8.21,且这批电阻的电阻值服从正态分布,则电阻低于下规格限的概率PL=________。A.Φ(2.37)B.1-Φ(2.37)C.Φ(1.32)D.1-Φ(1.32)
根据下列材料,请回答下列各题 用钢材弯曲成某夹具的产品中,其间隙的上、下规范限(单位:Cm)分别为:USL=0.9。LSL=0.5.生产过程中间隙大小x服从与规范中心重合的正态分布,标准差σ=0.075。 该生产过程的能力指数Cp为( )。A.0.89B.0.98C.1.25D.1.67
设某质量特性X为μ=54,σ=的3正态分布,它的上、下规范限USL=65,LSL=35,设定质量特性的目标值为50,计算过程能力指数Cpm为:() A.1.667B.1.222C.1D.0.733
根据材料,回答下列各题。 把钢材弯曲成钢夹,考虑钢夹的间隙距离,其规范限为6.8±0.6mm,若加工过程平稳,钢夹的间隙距离X~N(6.8,0.32)。 该加工过程的过程能力为( )。A.0.9B.1.2C.1.5D.1.8
用钢材弯曲成某夹具的产品中,其间隙的上、下规范限分别为(单位cm):TU=0.9、TL=0.5,生产过程中间隙大小x服从与规范中心重合的正态分布,标准差σ=0.075。该生产过程的能力指数Cp为( )。A.0.89B.0.98C.1.25D.1.67
—横波沿一根弦线传播,其方程为=-0. 02cosπ(4x-50t)(SI) ,该波的振幅与波长分别为:A. 0. 02cm,0. 5cmB. -0. 02m,-0. 5mC. -0. 02m,0. 5mD. 0. 02m,0. 5m
某可修产品发生5次故障。故障前工作时间(单位:h)分别为:516、178、348、465、493,则:若该产品故障时间服从指数分布,则其故障率λ=( )。A. 0. 0022 B. 0.0025 C. 0. 0029 D. 0. 0033
2. —个U形装配件由A、B、C三部分组成,如图所示。其中A的长度XA服从均值为10,标准差为0.1的正态分布,B与C的长度XB与XC均服从均值为2,标准差为0.05 的正态分布(单位均为毫米),若XA、XB、XC相互独立,则长度XD的均值与标准差分别为( )。A. E(XD) =6 B. E(XD) =8C. σ(XD) =0. 1225 D. σ(XD) =0. 1414E. σ(XD) =0.324
某厂用自动包装机包装酱油。已知每袋酱油净重服从正态分布,标准规定每袋酱油净重1kg,标准差不超过0. 02kg;某日开工后,随机抽取9袋,测得=0. 998kg,s=0. 032kg。检验酱油净重的标准差是否符合标准规定的原假设H0为()。A. σ0. 02
用钢材弯曲成某夹具的产品中,其间隙的上、下规范限分别为(单位:cm): USL =0.9,LSL = 0. 5,生产过程中间隙大小X服从与规范中心重合的正态分布,标准差σ=0. 075。为使过程能力控制在充足且不过剩状态,使Cp = 1. 33则需将标准差σ控制在( )。A. 0. 10 B. 0. 067 C. 0. 05 D. 0. 04
2013年3月,某电阻生产厂质检部门对生产的某批产品进行检验,测得其中五个样品的电阻值分别为8.1,8.0,8.0,8.1,8.2,则:样本标准差为( )。A. 0. 084 B. 0. 157 C. 0. 161 D. 0. 203
已知X服从指数分布Exp(λ),其概率密度函数为:p(x)=λe-λx, λ=0.1的情况下,P(5≤X≤20)=( )。A. 0. 1353 B. 0. 4712 C. 0. 6065 D. 0. 7418
某质量改进小组在分析用控制图阶段,利用控制图对过程进行分析,经过 努力,已使该过程的输出质量特性X服从正态分布N (210.5,1. 12),为进一步改 进质量,他们从明确分析用控制图的主要作用开始,一步一步深入进行质量改进工 作,具体如下:若过程的规范上、下限为(210±3) mm,其Cp =( )。A. 0. 83 B. 0. 91C, 0. 99 D. 1. 12
用钢材弯曲成某夹具的产品中,其间隙的上、下规范限分别为(单位:cm): USL =0.9,LSL = 0. 5,生产过程中间隙大小X服从与规范中心重合的正态分布,标准差σ=0. 075。该生产过程的能力指数Cp为()。A. 0. 89 B. 0.98 C. 1.25 D. 1.67
某厂用自动包装机包装酱油。已知每袋酱油净重服从正态分布,标准规定每袋酱油净重1kg,标准差不超过0. 02kg;某日开工后,随机抽取9袋,测得=0. 998kg,s=0. 032kg。检验标准差的方法采用( )。A. u检验法 B. t检验法 C. F检验法 D.X2检查法
某厂用自动包装机包装酱油。已知每袋酱油净重服从正态分布,标准规定每袋酱油净重1kg,标准差不超过0. 02kg;某日开工后,随机抽取9袋,测得=0. 998kg,s=0. 032kg。当a =0. 05时,推断袋酱油质量的标准差是( )。A.变大 B.不变 C.不能确定 D.变小
某溶液中的乙醇浓度服从正态分布,从中抽取一个样本量为4的样本,求得=8.5, 样本标准差为s=0. 04,则正态均值μ与σ的95%的置信区间分别为( )。A. [8.292,8.550] ; [0.017,0.112] B. [8.430,8.550];[0.023,0. 112]C. [8.436,8.564] ; [0.023,0. 149] D. [8.449,8.564];[0.017,0. 149]
把钢材弯曲成钢夹,考虑钢夹的间隙距离,其规范限为6. 8±0. 6 mm,若加工 过程平稳,钢夹的间隙距离X~N(6.8,0. 32)。经技术革新改进工艺,该加工过程的标准差减少到0. 15 mm,而过程中心不变, 此时Cp为( )。A. 1.00 B. I. 17C. 1. 33 D. 1.41
把钢材弯曲成钢夹,考虑钢夹的间隙距离,其规范限为6. 8±0. 6 mm,若加工 过程平稳,钢夹的间隙距离X~N(6.8,0. 32)。该加工过程的过程能力指数Cp为( )。A. 0. 58 B. 0. 67C. 0.89 D. 1.05
把钢材弯曲成钢夹,考虑钢夹的间隙距离,其规范限为6. 8±0. 6 mm,若加工 过程平稳,钢夹的间隙距离X~N(6.8,0. 32)。该加工过程的过程能力为( )。A. 0.9 B. 1. 2C. 1.5 D. 1.8
某机械企业在下料时需要把长度为L的钢材截成长度为L1和L2的两段,已知L服从均值为10cm,标准差为0.4cm的正态分布,L1服从均值为5cm,标准差为0.3cm的正态分布,则关于L2的分布,下列说法正确的是()A、一定不是正态分布B、服从均值为5cm,标准差为0.1cm的正态分布C、服从均值为5cm,标准差为0.5cm的正态分布D、服从均值为5cm,标准差为0.7cm的正态分布
多选题某元件的质量特性X服从正态分布,即X~N(μ,σ2)USL与LSL为它的上下规范限,不合格品率p=pL+pU,其中( )。ApL=Φ{(LSL-μ)/σ}BpL=1-Φ{(LSL-μ)/σ}CpL=Φ{(LSL-μ)/σ}-1DpU =Φ{(USL-μ)/σ}EpU=1-Φ{(USL-μ)/σ}
不定项题用钢材弯曲成某夹具的产品中,其间隙的上、下规范限分别为(单位:cm):TU=0.9,TL=0.5,生产过程中间隙大小x服从与规范中心重合的正态分布,标准差σ=0.075,回答{TSE}题: {TS}该生产过程的能力指数Cp为( )A0.89B0.98C1.25D1.67