某产品关键尺寸的规范为2. 4±0. 005,由于该尺寸的加工合格率较低,车间专门成立了质量改进小组掌握关键尺寸的分布情况,分析合格率低的原因,并进一步采取相应的改进措施。为验证改进措施,小组收集了 30个尺寸数据绘制单值一移动极差控制图(见下图),从图中可以得出的结论有( )。A.过程处于统计控制状态 B.过程未处于统计控制状态C. Cp = Cpk = 1. 67 D. Cp = Cpk = 1. 33
某产品关键尺寸的规范为2. 4±0. 005,由于该尺寸的加工合格率较低,车间专门成立了质量改进小组掌握关键尺寸的分布情况,分析合格率低的原因,并进一步采取相应的改进措施。
为验证改进措施,小组收集了 30个尺寸数据绘制单值一移动极差控制图(见下图),从图中可以得出的结论有( )。
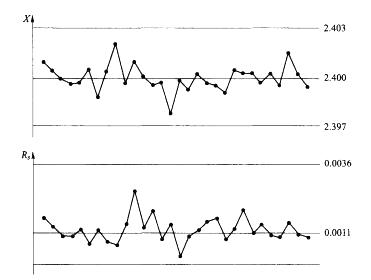
A.过程处于统计控制状态 B.过程未处于统计控制状态
C. Cp = Cpk = 1. 67 D. Cp = Cpk = 1. 33
为验证改进措施,小组收集了 30个尺寸数据绘制单值一移动极差控制图(见下图),从图中可以得出的结论有( )。
A.过程处于统计控制状态 B.过程未处于统计控制状态
C. Cp = Cpk = 1. 67 D. Cp = Cpk = 1. 33
参考解析
解析:
相关考题:
改进小组在现状分析阶段要分析的关键信息是( )。A.关键的质量问题B.质量问题的原因S 改进小组在现状分析阶段要分析的关键信息是( )。A.关键的质量问题B.质量问题的原因C.质量改进的对策D.分析改进的效果
某企业生产一种规格为(150±1) mm的瓷砖,但该种资转的尺寸合格品率一直较低,每天需要有多名检验员将尺寸不合规格的瓷砖挑出来,造成很大的浪费。为此,企业领导专门成立了一个六西格玛项目小组来解决该问题。为了验证改进措施的效果,小组从采取改进措施后烧制的瓷砖中随机抽取了 50块进行检验,下列验证改进措施的描述中,正确的有( )。A.利用单个正态总体的t检验判断瓷砖尺寸分布中心是否偏离B.利用单个正态总体的X2检验判断瓷砖尺寸波动是否小于给定的目标值C.利用过程性能分析判断Ppk是否满足要求D.利用均值-极差控制图判断瓷砖的尺寸特性是否稳定
某汽车生产企业的曲轴车间近几个月来频频出现质量问题,售后服务部门接到的投诉逐渐增加,汽车销量有所下降。车间紧急成立了质量改进小组对产品质量问题进行攻关。改进小组从收集信息开始,把反映此类问题的数据全部收集起来进行分析,并针对分析结果找到主要原因,提出改进措施,对现有过程进行改进,取得了显著的成效。根据分析结果,发现主要质量问题为某个键槽尺寸的合格率低。改进小组收集了近两个月的检测数据,为进一步分析质量波动情况,适宜使用( )。A.直方图 B.因果图C.流程图 D. PDPC法
某车间为了提高产品合格率,由几名技术人员和工人组成一个QC小组。该小组从收集不合格品的数据直到绘制出排列图,这部分工作属于质量改进的( )步骤。A.明确问题 B.确认效果 C.分析问题原因 D.掌握现状
某产品关键尺寸的规范为2. 4±0. 005,由于该尺寸的加工合格率较低,车间专门成立了质量改进小组掌握关键尺寸的分布情况,分析合格率低的原因,并进一步采取相应的改进措施。小组收集了以往的检验数据,并据此绘制了直方图(见下图)。根据图示,小组下一步的工作是( )。A.寻找中心偏移的原因B.对数据进行合理分层C.计算过程能力指数D.进一步加强检验
某机械厂机加工车间长期从事传动轴的切削加工。最近,为了进一步提高加工质量,车间自发成立了QC小组,在确定课题后,对不同设备和班次的产品进行轴的重量和外後尺寸的波动调查。经过对策的实施,该小组使用( )对改进的效果进行验证。A.亲和图 B.直方图 C.网络图 D.流程图
某道工序混线生产A、B两种规格的同类产品,加工方法相似但尺寸不同:规格A的尺寸为直径Φ (60±0. 5) mm,规格B的尺寸为直径Φ (80±0. 5) mm。根据订货方对过程性能指数提出的新要求,质量管理人员从该生产线上最近两个月加工的产品中随机抽取了 A、B两种规格的产品各100件,用这些数据计算了过程性能指数。由于计算得出的Ppk为0.68,与生产的实际情况不尽相符,质量部门对如何下结论出现了分歧。进一步最应该采取的措施是( )。A.针对质量问题找出原因 B.找出关键的质量问题C.对数据分层后再分析 D.加强管理,严格控制产品质量
某机械厂机加工车间长期从事传动轴的切削加工。最近,为了进一步提高加工质量,车间自发成立了QC小组,在确定课题后,对不同设备和班次的产品进行轴的重量和外後尺寸的波动调查。经过验证,最后找到了问题原因所在,接着利用( )帮助制定了一系列对策,并进行了评价。A.直方图 B.因果图 C.排列图 D.树图
某质量改进小组在分析用控制图阶段,利用控制图对过程进行分析,经过 努力,已使该过程的输出质量特性X服从正态分布N (210.5,1. 12),为进一步改 进质量,他们从明确分析用控制图的主要作用开始,一步一步深入进行质量改进工 作,具体如下:质量改进小组决定改进标准差,经过努力,把该过程的标准差由1. 1减小到0.7, 则新的Cp =( )。A. 0. 93 B.1. 13C. 1. 33 D.1.43
某机械厂机加工车间长期从事传动轴的切削加工。最近,为了进一步提高加工质量,车间自发成立了QC小组,在确定课题后,对不同设备和班次的产品进行轴的重量和外後尺寸的波动调查。最后,在成果发布会上,企业领导表扬了该小组努力进取,运用质量管理的工具方法分析问题,并严密地验证改进效果,称赞该小组本次活动充分体现了QC小组活动( ) 的特点。A.明显的自主性 B.高度的民主性C.广泛的群众性 D.广泛的民主性
某质量改进小组在分析用控制图阶段,利用控制图对过程进行分析,经过 努力,已使该过程的输出质量特性X服从正态分布N (210.5,1. 12),为进一步改 进质量,他们从明确分析用控制图的主要作用开始,一步一步深入进行质量改进工 作,具体如下:若过程的规范上、下限为(210±3) mm,其Cp =( )。A. 0. 83 B. 0. 91C, 0. 99 D. 1. 12
某产品关键尺寸的规范为2. 4±0. 005,由于该尺寸的加工合格率较低,车间专门成立了质量改进小组掌握关键尺寸的分布情况,分析合格率低的原因,并进一步采取相应的改进措施。为确定表面处理后变形量对最终尺寸的影响,适宜的工具是( )。A.直方图 B.排列图C.散布图 D.控制图
某产品关键尺寸的规范为2. 4±0. 005,由于该尺寸的加工合格率较低,车间专门成立了质量改进小组掌握关键尺寸的分布情况,分析合格率低的原因,并进一步采取相应的改进措施。为寻找该尺寸合格率低的可能原因,可采用的工具有( )。A.亲和图 B. PDPC法C.流程图 D.因果图
某机械厂机加工车间长期从事传动轴的切削加工。最近,为了进一步提高加工质量,车间自发成立了QC小组,在确定课题后,对不同设备和班次的产品进行轴的重量和外後尺寸的波动调查。该小组为了整理大家提出的多种问题的原因使用了( )。A.控制图 B.直方图 C.鱼刺图 D.检査表
某企业生产一种规格为150 ± 1mm的瓷砖,但该种瓷砖的尺寸合格品率一直较低,每天需要多名检验员将尺寸不合规格的瓷砖挑出来,造成很大的浪费,为此,企业领导专门成立了一个六西格玛项目小组来解决该问题。为了验证改进措施的效果,小组从采取改进措施后烧制的瓷砖中随机抽取了50块进行检验,下列验证改进措施的描述中,正确的有( )。A.利用单个正态总体的t检验判断瓷砖尺寸分布中心是否偏离B.利用单个正态总体的X2检验判断瓷砖尺寸波动是否小于给定的目标值C.利用过程性能分析判断CpK是否满足要求D.利用均值-极差控制图判断瓷砖的尺寸特性是否稳定
某产品关键尺寸的规范为2. 4±0. 005,由于该尺寸的加工合格率较低,车间专门成立了质量改进小组掌握关键尺寸的分布情况,分析合格率低的原因,并进一步采取相应的改进措施。为确定时间、温度、电流大小等表面处理工艺参数对变形量的影响,最适宜选用的方法是( )。A.流程图 B.排列图C.单因子方差分析 D.试验设计
某车间的A产品生产实行三班制,日产量在1000件左右,合格品率一直在85%左右。最近市场竞争比较激烈,为了节约成本,增强价格优势,车间决定成立QC小组降低该产品的不合格品率。[2007年真题]小组最终顺利地找到了尺寸特性不合格的关键原因并采取了有效的改进措施,A产品的合格率提高到95%,为了巩固改进效果,小组决定对尺寸特性进行监控,适宜的工具是 ( )。A.直方图 B.散布图C.排列图 D.均值一极差控制图
某办公设备公司半年前推出了一款集打印、扫描、复印和传真功能于一身的设备。由于功能先进、价格适当,在市场上倍受欢迎。但是上市不久,公司就发现由于产量增加过快,产品质量有所下滑,公司上层管理者认识到需要全面开展质量改进活动。[2007年真题]为了解决该设备的质量下滑问题,公司决定将提高该设备的合格率作为一个质量改进课题,并制定了初步计划,质量改进小组下一步的工作是( )。A.选择课题 B.掌握现状 C.分析问题原因 D.确定改进方案
某车间的A产品生产实行三班制,日产量在1000件左右,合格品率一直在85%左右。最近市场竞争比较激烈,为了节约成本,增强价格优势,车间决定成立QC小组降低该产品的不合格品率。[2007年真题]尺寸特性的公差限为10.0 ±0.1mm,小组随机抽取了最近1个月3个班次尺寸特性的200个数据,计算得到早、中、晚3班尺寸特性的样本均值分别为9. 97、10.0、10.04,样本标准差分别为0. 02、0. 03和0. 03,则以下结论正确的有( )。A.早班的尺寸特性偏离公差中心最远 B.晚班的尺寸特性的合格率最低C.早班尺寸特性的波动最小 D.不同班次尺寸特性的分布相同
某机械厂机加工车间长期从事传动轴的切削加工。最近,为了进一步提高加工质量,车间自发成立了QC小组,在确定课题后,对不同设备和班次的产品进行轴的重量和外径尺寸的波动调查经过对策的实施,该小组使用()对改进的效果进行验证。A、亲和图B、直方图C、网络图D、流程图
单选题小组最终顺利地找到了尺寸特性不合格的关键原因并采取了有效的改进措施,A产品的合格率提高到95%,为了巩固改进效果,小组决定对尺寸特性进行监控,适宜的工具是( )。A直方图B散布图C排列图D均值—极差控制图
多选题为了验证改进措施的效果,小组从采取改进措施后烧制的瓷砖中随机抽取了50块进行检验,下列验证改进措施的描述中,正确的有( )。A利用单个正态总体的t检验判断瓷砖尺寸分布中心是否偏离B利用单个正态总体的χ2检验判断瓷砖尺寸波动是否小于给定的目标值C利用过程性能分析判断CpK是否满足要求D利用均值-极差控制图判断瓷砖的尺寸特性是否稳定