阅读下列算法说明和流程图,请将流程图中(1)~(5)空缺处的内容填补完整。[说明]某汽车制造工厂有两条装配线。汽车装配过程如图4-16所示,即汽车底盘进入装配线,零件在多个工位装配,结束时汽车自动完成下线工作。(1)e0和e1表示底盘分别进入装配线0和装配线1所需要的时间。(2)每条装配线有n个工位,第一条装配线的工位为S0,0,S0,1,…,S0,n-1,第二条装配线的工位为 S1,0,S1,1,…,S1,n-1。其中S0,k和S1,k(0≤k≤n-1)完成相同的任务,但所需时间可能不同。(3)ai,j表示在工位Si,j处的装配时间,其中i表示装配线(i=0或i=1),j表示工位号(0≤j≤n-1)。(4)ti,j表示从Si,j处装配完成后转移到另一条装配线下一个工位的时间。(5)x0和x1表示装配结束后,汽车分别从装配线0和装配线1下线所需要的时间。(6)在同一条装配线上,底盘从一个工位转移到其下一个工位的时间可以忽略不计。图4-17所示的流程图描述了求最短装配时间的算法,该算法的输入为:n:表示装配线上的工位数;e[i]:表示e1和e2,i取值为0或1;a[i][j]:表示ai,j,i的取值为0或1,j的取值范围为0~n-1;t[i][j]:表示ti,j,i的取值为0或1,j的取值范围为0~n-1;x[i]:表示x0和x1,i取值为0或1。算法的输出为:fi:最短的装配时间;li:获得最短装配时间的下线装配线号(0或者1)。算法中使用的f[i][j]表示从开始点到Si,j处的最短装配时间。
阅读下列算法说明和流程图,请将流程图中(1)~(5)空缺处的内容填补完整。
[说明]
某汽车制造工厂有两条装配线。汽车装配过程如图4-16所示,即汽车底盘进入装配线,零件在多个工位装配,结束时汽车自动完成下线工作。
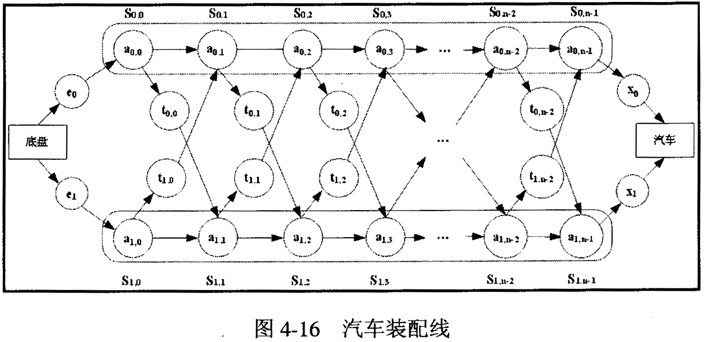
(1)e0和e1表示底盘分别进入装配线0和装配线1所需要的时间。
(2)每条装配线有n个工位,第一条装配线的工位为S0,0,S0,1,…,S0,n-1,第二条装配线的工位为 S1,0,S1,1,…,S1,n-1。其中S0,k和S1,k(0≤k≤n-1)完成相同的任务,但所需时间可能不同。
(3)ai,j表示在工位Si,j处的装配时间,其中i表示装配线(i=0或i=1),j表示工位号(0≤j≤n-1)。
(4)ti,j表示从Si,j处装配完成后转移到另一条装配线下一个工位的时间。
(5)x0和x1表示装配结束后,汽车分别从装配线0和装配线1下线所需要的时间。
(6)在同一条装配线上,底盘从一个工位转移到其下一个工位的时间可以忽略不计。
图4-17所示的流程图描述了求最短装配时间的算法,该算法的输入为:
n:表示装配线上的工位数;
e[i]:表示e1和e2,i取值为0或1;
a[i][j]:表示ai,j,i的取值为0或1,j的取值范围为0~n-1;
t[i][j]:表示ti,j,i的取值为0或1,j的取值范围为0~n-1;
x[i]:表示x0和x1,i取值为0或1。
算法的输出为:
fi:最短的装配时间;
li:获得最短装配时间的下线装配线号(0或者1)。
算法中使用的f[i][j]表示从开始点到Si,j处的最短装配时间。

相关考题:
某工厂生产甲、乙两种主要设备,这两种设备均需要逐台按序经过两条装配线进行装配,有关数 据与可获利润如表7-2所示。只要每周合理安排这两条装配线的生产顺序,该工厂可能获得的最大利润是__________万元。(注:第一装配线和第二装配线同时接通电源,且连续工作)。
阅读以下说明和图,填补流程图中的空缺。【说明】某汽车制造工厂有两条装配线。汽车装配过程如图10-6所示,即汽车底盘进入装配线,零件在多个工位装配,结束时汽车自动完成下线工作。(1)e0和e1表示底盘分别进入装配线0和装配线1所需要的时间。(2)每条装配线有n个工位,第一条装配线的工位为S0,0,S0,1,…,S0,n-0,第二条装配线的工位为S1,0,S1,1,…,S1,n-1。其中S0,k和S1,k(0≤k≤n-1)完成相同的任务,但所需时间可能不同。(3)aij表示在工位Sij处的装配时间,其中i表示装配线(i=0或i=1),j表示工位号(0≤j≤n-1)。(4)tij表示从Sij处装配完成后转移到另一条装配线下一个工位的时间。(5)X0和X1表示装配结束后,汽车分别从装配线0和装配线1下线所需要的时间。(6)在同一条装配线上,底盘从一个工位转移到其下一个工位的时间可以忽略不计。图10-7所示的流程图描述了求最短装配时间的算法,该算法的输入为;n: 表示装配线上的工位数;e[i]: 表示e1和e2,i取值为0或1:a[i][j]: 表示ai,j,i的取值为0或1,j的取值范围为0~n-1;t[i][j]: 表示ti,j,i的取值为0或1,j的取值范围为0~n-1;x[i]: 表示X0和X1,i取值为0或1。算法的输出为:fi:最短的装配时间;li:获得最短装配时间的下线装配线号(0或者1)。算法中使用的f[i][j]表示从开始点到Si,j处的最短装配时间。
某汽车加工工厂有两条装配线L1和L2,每条装配线的工位数均为n(Sij,i=1或2,j= 1,2,...,n),两条装配线对应的工位完成同样的加工工作,但是所需要的时间可能不同(aij,i=1或2,j = 1,2,...,n)。汽车底盘开始到进入两条装配线的时间 (e1,e2) 以及装配后到结束的时间(X1X2)也可能不相同。从一个工位加工后流到下一个工位需要迁移时间(tij,i=1或2,j =2,...n)。现在要以最快的时间完成一辆汽车的装配,求最优的装配路线。分析该问题,发现问题具有最优子结构。以 L1为例,除了第一个工位之外,经过第j个工位的最短时间包含了经过L1的第j-1个工位的最短时间或者经过L2的第j-1个工位的最短时间,如式(1)。装配后到结束的最短时间包含离开L1的最短时间或者离开L2的最短时间如式(2)。由于在求解经过L1和L2的第j个工位的最短时间均包含了经过L1的第j-1个工位的最短时间或者经过L2的第j-1个工位的最短时间,该问题具有重复子问题的性质,故采用迭代方法求解。该问题采用的算法设计策略是( ),算法的时间复杂度为( )以下是一个装配调度实例,其最短的装配时间为( ),装配路线为( )A.分治B.动态规划C.贪心D.回溯A. O(lgn)B. O(n)C. O(n2)D. O(nlgn)A.21B.23C.20D.26A.S11rarr;S12rarr;S13B.S11rarr;S22rarr;S13C.S21rarr;S12rarr;S23D.S21rarr;S22rarr;S23
某汽车加工工厂有两条装配线L1和L2;每条装配线的工位数均为n(Sij,i=1或2,j=1,2,..n),两条装配线对应的工位完成同样的加工工作,但是所需要的时间可能不同(aij,i=1或2,j=1,2,... n)。汽车底盘开始到进入两条装配线的时间(e1,e2)以及装配后到结束的时间(X1X2)也可能不相同。从一个工位加工后流到下一个工位需要迁移时间(tij,i=1或2,j=2,n)。现在要以最快的时间完成一辆汽车的装配,求最优的装配路线。分析该问题,发现问题具有最优子结构。以L1为例,除了第一个工位之外,经过第j个工位的最短时间包含了经过L1的第j-1个工位的最短时间或者经过L2的第j-1个工位的最短时间,如式(1)。装配后到结束的最短时间包含离开L1的最短时间或者离开L2的最短时间如式(2)。由于在求解经过L1和L2的第j个工位的最短时间均包含了经过L1的第j-1个工位的最短时间或者经过L2的第j-1个工位的最短时间,该问题具有重复子问题的性质,故采用迭代方法求解。该问题采用的算法设计策略是(62) ,算法的时间复杂度为(63) 。以下是一个装配调度实例,其最短的装配时间为(64) ,装配路线为(65) 。A.21B.23C.20D.26
某汽车加工工厂有两条装配线L1和L2;每条装配线的工位数均为n(Sij,i=1或2,j=1,2,..n),两条装配线对应的工位完成同样的加工工作,但是所需要的时间可能不同(aij,i=1或2,j=1,2,... n)。汽车底盘开始到进入两条装配线的时间(e1,e2)以及装配后到结束的时间(X1X2)也可能不相同。从一个工位加工后流到下一个工位需要迁移时间(tij,i=1或2,j=2,n)。现在要以最快的时间完成一辆汽车的装配,求最优的装配路线。分析该问题,发现问题具有最优子结构。以L1为例,除了第一个工位之外,经过第j个工位的最短时间包含了经过L1的第j-1个工位的最短时间或者经过L2的第j-1个工位的最短时间,如式(1)。装配后到结束的最短时间包含离开L1的最短时间或者离开L2的最短时间如式(2)。由于在求解经过L1和L2的第j个工位的最短时间均包含了经过L1的第j-1个工位的最短时间或者经过L2的第j-1个工位的最短时间,该问题具有重复子问题的性质,故采用迭代方法求解。该问题采用的算法设计策略是(62) ,算法的时间复杂度为(63) 。以下是一个装配调度实例,其最短的装配时间为(64) ,装配路线为(65) 。A.分治B.动态规划C.贪心D.回溯
某汽车加工工厂有两条装配线L1和L2;每条装配线的工位数均为n(Sij,i=1或2,j=1,2,..n),两条装配线对应的工位完成同样的加工工作,但是所需要的时间可能不同(aij,i=1或2,j=1,2,... n)。汽车底盘开始到进入两条装配线的时间(e1,e2)以及装配后到结束的时间(X1X2)也可能不相同。从一个工位加工后流到下一个工位需要迁移时间(tij,i=1或2,j=2,n)。现在要以最快的时间完成一辆汽车的装配,求最优的装配路线。分析该问题,发现问题具有最优子结构。以L1为例,除了第一个工位之外,经过第j个工位的最短时间包含了经过L1的第j-1个工位的最短时间或者经过L2的第j-1个工位的最短时间,如式(1)。装配后到结束的最短时间包含离开L1的最短时间或者离开L2的最短时间如式(2)。由于在求解经过L1和L2的第j个工位的最短时间均包含了经过L1的第j-1个工位的最短时间或者经过L2的第j-1个工位的最短时间,该问题具有重复子问题的性质,故采用迭代方法求解。该问题采用的算法设计策略是(62) ,算法的时间复杂度为(63) 。以下是一个装配调度实例,其最短的装配时间为(64) ,装配路线为(65) 。A.O(lgn)B.O(n)C.O(n2)D.O(nlgn)
某汽车加工工厂有两条装配线L1和L2;每条装配线的工位数均为n(Sij,i=1或2,j=1,2,..n),两条装配线对应的工位完成同样的加工工作,但是所需要的时间可能不同(aij,i=1或2,j=1,2,... n)。汽车底盘开始到进入两条装配线的时间(e1,e2)以及装配后到结束的时间(X1X2)也可能不相同。从一个工位加工后流到下一个工位需要迁移时间(tij,i=1或2,j=2,n)。现在要以最快的时间完成一辆汽车的装配,求最优的装配路线。分析该问题,发现问题具有最优子结构。以L1为例,除了第一个工位之外,经过第j个工位的最短时间包含了经过L1的第j-1个工位的最短时间或者经过L2的第j-1个工位的最短时间,如式(1)。装配后到结束的最短时间包含离开L1的最短时间或者离开L2的最短时间如式(2)。由于在求解经过L1和L2的第j个工位的最短时间均包含了经过L1的第j-1个工位的最短时间或者经过L2的第j-1个工位的最短时间,该问题具有重复子问题的性质,故采用迭代方法求解。该问题采用的算法设计策略是(62) ,算法的时间复杂度为(63) 。以下是一个装配调度实例,其最短的装配时间为(64) ,装配路线为(65) 。A.S11→S12→S13B.S11→S22→S13C.S21→S12→S23D.S21→S22→S23
汽车总装配线一般采用工艺原则布置。