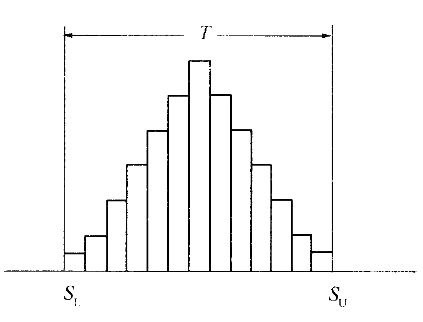
某工序加工零件,有尺寸公差规定。该工序加工的零件尺寸直方图和规格限如图所示,这说明( )。A.直方图能满足公差要求,不需要进行调整B.过程能力已经不充分C.已无法满足公差要求D.需要提高加工精度E.需要调整加工分布的中心值
某工序加工零件,有尺寸公差规定。该工序加工的零件尺寸直方图和规格限如图所示,这说明( )。
A.直方图能满足公差要求,不需要进行调整
B.过程能力已经不充分
C.已无法满足公差要求
D.需要提高加工精度
E.需要调整加工分布的中心值
A.直方图能满足公差要求,不需要进行调整
B.过程能力已经不充分
C.已无法满足公差要求
D.需要提高加工精度
E.需要调整加工分布的中心值
参考解析
解析:标准型(对称型)直方图的特征是:数据的平均值与最大值和最小值的中间值相同或接近,平均值附近的数据的频数最多,频数在中间值向两边缓慢下降,以平均值左右对称。题中所给的直方图能满足公差要求,但不充分。这种情况下,应考虑减少波动。E项是当直方图不满足公差要求时所采取的措施。
相关考题:
某零件设计尺寸为4mm ,生产过程中允许的误差是(+0.007,-0.007) 。某道工序是保证该零件设计尺寸的最后加工工序,现对该道工序的能力进行评估,经抽样测算,样本平均值和公差在中心重合,样本标准差为0.0027 。根据以上资料,回答题:该道工序的过程能力指数为 ()。A 、 0.86B 、 1.00C 、 1.18D 、 1.4 1
共用题干某零件设计尺寸为4毫米,生产过程中允许的误差是(+0.007,-0.007)。某道工序是保证该零件设计尺寸的最后加工工序,现对该道工序的能力进行评估,经抽样测算,样本平均值和公差在中心重合,样本标准差为0.0027。根据以上资料,回答下列问题:在该零件的生产过程中,影响工序质量的因素可能是()。A:环境B:机器C:原料D:市场需求
某零件设计尺寸为4mm ,生产过程中允许的误差是(+0.007,-0.007) 。某道工序是保证该零件设计尺寸的最后加工工序,现对该道工序的能力进行评估,经抽样测算,样本平均值和公差在中心重合,样本标准差为0.0027 。根据以上资料,回答题:在该零件的生产过程中,影响工序质量的因素可能是 ()。A 、 环境B 、 机器C 、 原料D 、 市场需求
共用题干某型号零件的内径设计尺寸为20mm,公差为(+0.15,-0.15)mm。某道工序承担该零件内径的最后加工,现需要通过随机抽样对该工序的工序能力进行评估,共抽取200个样本,经测算,该样本平均值和公差中心重合,标准差为0.08mm。根据以上资料,回答下列问题。在该型号零件的生产过程中,影响工序质量的因素可能是()。A:人B:方法C:价格D:机器
某工序加工零件,有尺寸公差规定。该工序加工的零件尺寸直方图和规格限如图8-2所示,这说明( )。A.直方图能满足公差要求,不需要进行调整B.过程能力已经不充分C.已无法满足公差要求D.需要提高加工精度E.需要调整加工分布的中心值
根据某工序加工的零件尺寸绘制的直方图和公差限如下图,从图中表述的信息可知( )。A.工序满足公差要求,不需调整 B.过程能力不充分C.应改变公差 D.可能需要提高加工精度E.需要调整加工分布的中心值
当工序基准,定位基准与设计基准重合,表面多次加工时,工序尺寸及公差的计算只需考虑各工序的加工余量所能达到的精度,计算的第二步是()A、确定各工序余量和毛坯总加工余量B、确定工序尺寸C、求工序基本尺寸D、标注工序尺寸公差
关于加工余量的解释正确的是()A、加工余量是相邻两工序的工序尺寸之差B、加工余量是指加工过程中所切去的金属层厚度C、加工总余量是指毛坯尺寸与零件图的设计尺寸之差D、加工余量等于各工序余量之和
某型号零件的内径设计尺寸为20mm,公差为(+0.15,-0.15)mm.某道工序承担该零件内径的最后加工,现需要通过随机抽样对该工序的工序能力进行评估,共抽取200个样本,经测算,该样本平均值和公差中心重合,标准差为0.08mm。该工序的工序能力指数为( )。A、2.052B、1.635C、1.414D、0.625
某型号零件的内径设计尺寸为20mm,公差为(+0.15,-0.15)mm.某道工序承担该零件内径的最后加工,现需要通过随机抽样对该工序的工序能力进行评估,共抽取200个样本,经测算,该样本平均值和公差中心重合,标准差为0.08mm。若该工序的工序能力指数为1.5,可以判断该工序的工序能力()A、充足B、正常C、不足D、严重不足
某零件设计尺寸为4mm,生产过程中允许的误差是(+0.007,-0.007)。某道工序是保证该零件设计尺寸的最后加工工序,现对该道工序的能力进行评估,经抽样测算,样本平均值和公差在中心重合,样本标准差为0.0027。根据以上资料,回答下列问题:假设该工序的工序能力指数为1.25,可以断定该工序的工序能力()。A、不足B、正常C、充足D、过剩
多选题某型号零件的内径设计尺寸为20mm,公差为(+0.15,-0.15)mm.某道工序承担该零件内径的最后加工,现需要通过随机抽样对该工序的工序能力进行评估,共抽取200个样本,经测算,该样本平均值和公差中心重合,标准差为0.08mm。在该型号零件的生产过程中,影响工序质量的因素可能是( )。A人B方法C价格D机器
单选题某型号零件的内径设计尺寸为20mm,公差为(+0.15,-0.15)mm.某道工序承担该零件内径的最后加工,现需要通过随机抽样对该工序的工序能力进行评估,共抽取200个样本,经测算,该样本平均值和公差中心重合,标准差为0.08mm。 该工序的工序能力指数为( )。A 2.052B 1.635C 1.414D 0.625
单选题某零件设计尺寸为4mm,生产过程中允许的误差是(+0.007,-0.007)。某道工序是保证该零件设计尺寸的最后加工工序,现对该道工序的能力进行评估,经抽样测算,样本平均值和公差在中心重合,样本标准差为0.0027。根据以上资料,回答下列问题:假设该工序的工序能力指数为1.25,可以断定该工序的工序能力()。A不足B正常C充足D过剩
多选题某工序加工零件,有尺寸公差规定。该工序加工的零件尺寸直方图和规格限如图所示,这说明( )。A直方图能满足公差要求,不需要进行调整B过程能力已经不充分C已无法满足公差要求D需要提高加工精度E需要调整加工分布的中心值
单选题某型号零件的内径设计尺寸为20mm,公差为(+0.15,-0.15)mm.某道工序承担该零件内径的最后加工,现需要通过随机抽样对该工序的工序能力进行评估,共抽取200个样本,经测算,该样本平均值和公差中心重合,标准差为0.08mm。若该工序的工序能力指数为1.5,可以判断该工序的工序能力()A充足B正常C不足D严重不足
多选题某工序加工零件,有尺寸公差规定。该工序加工的零件尺寸直方图和规格限如图1所示,这说明( )。A直方图能满足公差要求,不需要进行调整B过程能力已经不充分C已无法满足公差要求D需要提高加工精度E需要调整加工分布的中心值
单选题确定最小加工余量依据之一是()A上工序的工序尺寸B本工序的工序尺寸C上工序的工序尺寸公差D本工序的工序尺寸公差